
常见打孔加工及精密微孔加工
发布日期:2023-09-13
点击次数:8780
打孔加工及精密微孔加工在制造工艺中常见,用于精密吸嘴,喷嘴,流量阀,气孔,轴孔,以及激光加工等。
产品形状多种,可以定制加工,材料不同,例如铝合金,铜,钢材,硬质合金,陶瓷,玻璃等,打孔方式和加工工艺也完全不同。
常见打孔加工有:
1.钻孔加工。
根据材料硬度不同,可以选择HSS钻头,钨钢钻头,金刚石钻头等。常见加工直径1~20mm。
2.激光机加工。
激光加工对于材料厚度有要求,一般不应超过10mm,否则要求激光功率大,加工易变形,切割边不整齐,加工的孔会有喇叭形(产品越厚,越明显)。
3.水切割加工。
这个针对普通钢材厚板切料较多,精度不高,一般20mm厚度以下钢板,精度0.2~0.5mm
4.电火花加工及线割。
这个精度较高,一般可以控制在0.02~0.05mm,慢走丝甚至可以割出光滑的面,精度0.02以内。
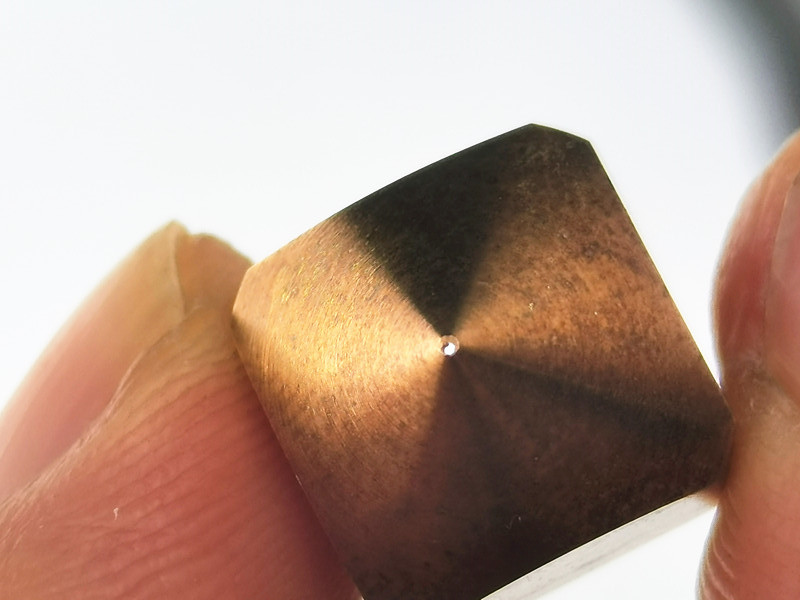
其中,得人精工制造的微孔零件中,微孔加工(0.1mm以下的孔),靠普通钻头加工,难度很大,因为要求更细的钻头和更高的转速,才能加工出来,而且公差不好控制,钻头极容易断。
这是个风险大,制造复杂的工序。
得人精工一般采用工装定位,显微镜检测,多工序组合加工,确保微孔在公差范围,目前已合作的客户反馈使用效果不错,品质稳定,我司从事精密定制加工,微孔零件加工,只是我是业务的一部分,
对于疑难零件加工,研发项目零件加工,精密微型零件加工,我是有自己独特的优势和熟练的工艺水平,满足绝大部分国内外客户在微孔零件精密加工的需求。
常见打孔加工有:
1.钻孔加工。
根据材料硬度不同,可以选择HSS钻头,钨钢钻头,金刚石钻头等。常见加工直径1~20mm。
2.激光机加工。
激光加工对于材料厚度有要求,一般不应超过10mm,否则要求激光功率大,加工易变形,切割边不整齐,加工的孔会有喇叭形(产品越厚,越明显)。
3.水切割加工。
这个针对普通钢材厚板切料较多,精度不高,一般20mm厚度以下钢板,精度0.2~0.5mm
4.电火花加工及线割。
这个精度较高,一般可以控制在0.02~0.05mm,慢走丝甚至可以割出光滑的面,精度0.02以内。
其中,得人精工制造的微孔零件中,微孔加工(0.1mm以下的孔),靠普通钻头加工,难度很大,因为要求更细的钻头和更高的转速,才能加工出来,而且公差不好控制,钻头极容易断。
这是个风险大,制造复杂的工序。
得人精工一般采用工装定位,显微镜检测,多工序组合加工,确保微孔在公差范围,目前已合作的客户反馈使用效果不错,品质稳定,我司从事精密定制加工,微孔零件加工,只是我是业务的一部分,
对于疑难零件加工,研发项目零件加工,精密微型零件加工,我是有自己独特的优势和熟练的工艺水平,满足绝大部分国内外客户在微孔零件精密加工的需求。
 在线交谈
在线交谈 DRMFG
DRMFG